Recycling
Deinking and paper recycling
Creating recycled paper from post-consumer waste involves a complicated network of collection, cleaning, deinking and finally, the production of new paper from what was formerly waste. Let us take a closer look at deinking, which is the process of removing printed inks from wastepaper, so it can be recycled and made into paper once more.
Step one: pulp suspension
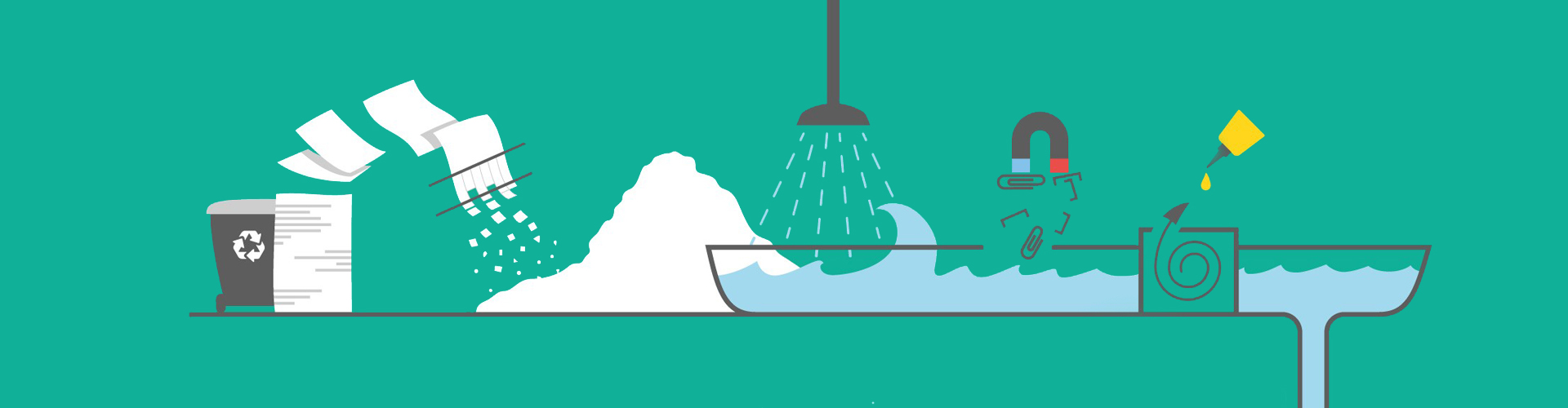
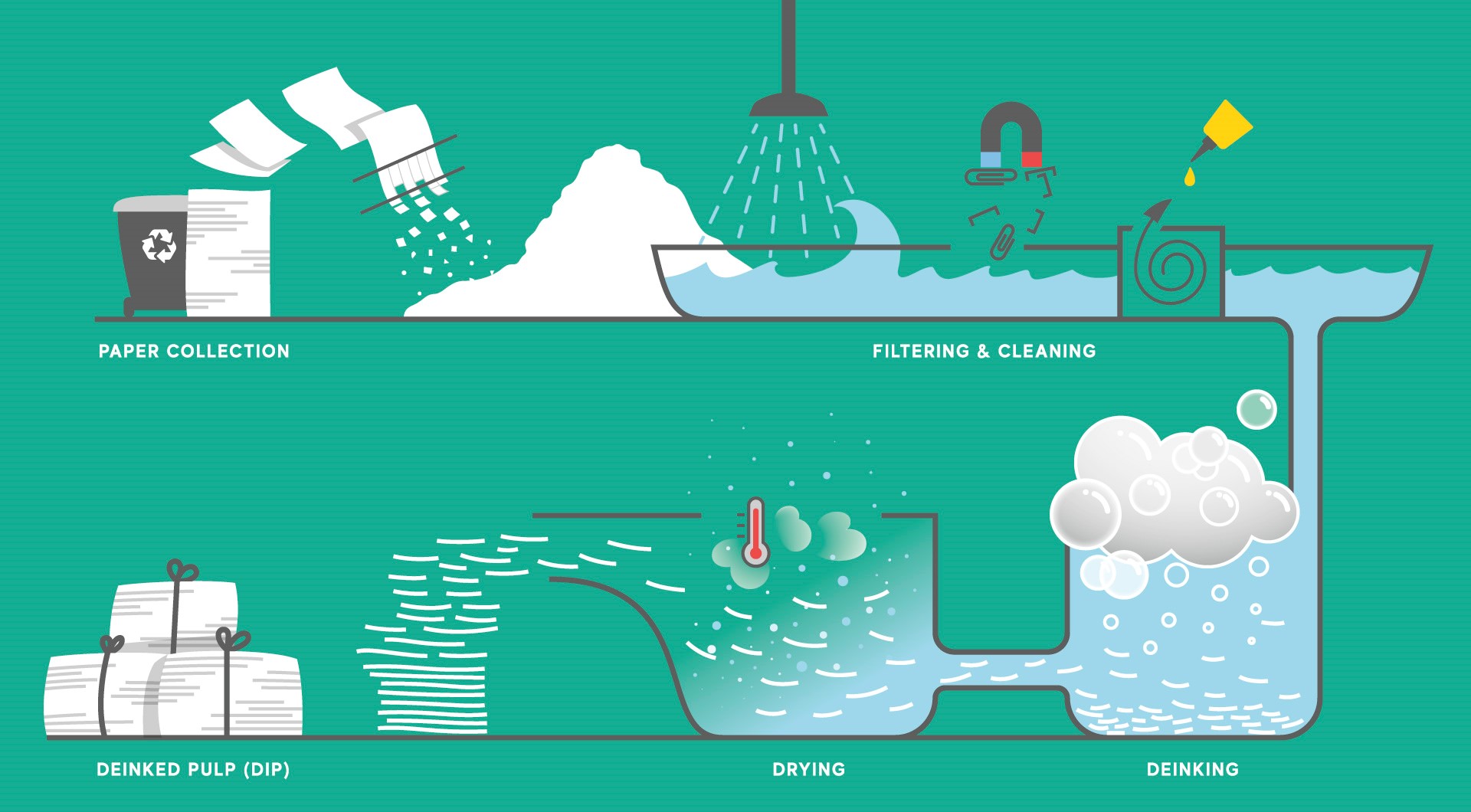
Discarded wastepaper is collected and sorted into different grades to be recycled accordingly. To produce high-quality recycled papers, we begin with sorted white wastepaper, which then goes to a pulp mill to be cleaned and deinked. In the first step, the paper is shredded and added to water to form what we call a pulp suspension. During suspension, the paper fibres absorb the water and swell, which loosens the bond between ink particles and fibres. This suspension then goes through a series of filtering and cleaning stages, before it can get to the more complex parts of the deinking process.
Filtration is necessary, because at this point, there are still several other impurities in the mix, such as staples and glue residue. The suspension goes through a centrifuge to remove glue, magnetic separators to get rid of staples and paper clips, and other sieving techniques, before it can finally get to the flotation process. This is where the deinking happens and printed ink is finally removed from the fibres.
Lather, rinse and repeat
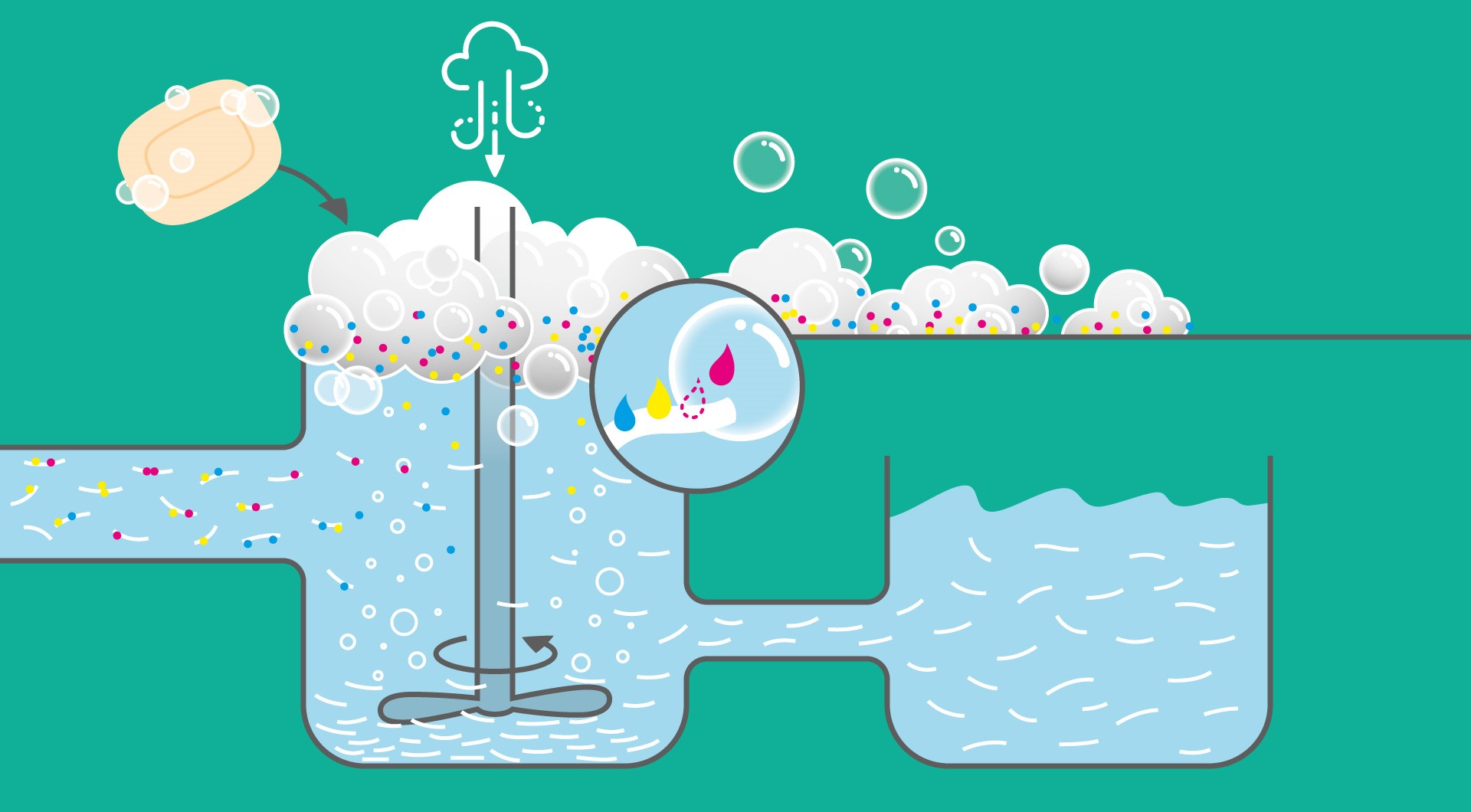
Air flotation deinking or froth flotation is the process of separating hydrophobic materials — molecules repelled by water or water-shy — from hydrophilic ones — molecules attracted to water or water soluble. In order to do so, a soapy solution is added to the mixture in order to bind to and ultimately remove the water-shy ink particles.
Think about it as if you were washing your hands. When you lather soap in your palms, the soap bubbles attach to the dirt, making it easier to rinse from your hands. Similarly, during froth flotation, air is blown into the suspension tank. The air pressure creates foamy soap bubbles, which the ink particles latch onto and together they float up forming a dark foam.
This foam collects on the surface, while the paper fibres drop to the bottom. The murky, frothy foam is mechanically skimmed off the top and this process is repeated over and over in various stages, each more refined than the previous one, until all ink is successfully removed. This foam residue is repurposed in the cement industry, for example. The foam becomes lighter from stage to stage and at the end, we are left with a relatively white foam and correspondingly light-coloured fibres.
The caveat with deinking
In an ideal world, this would be true for all printed materials. However, the type of ink and printing machine that is used affects the overall deinkability of the printed product. Traditional deinking plants were developed to cater to offset and illustration gravure inks, as these are the main printing processes.
While classic offset inks perform well, this is not always the case with newer printing processes and inks, which can cause problems. The paper used also has an impact on the result, as specially treated papers can improve the deinkability of tough to remove inks. We will tackle the inks and dyes that pose a challenge in part two of our deinking series.
Squeaky-clean: deinked pulp (DIP)
But back to our deinked suspension. Once the mixture is reasonably white, it can move onto the final step by running through a dispersion system, which rids the mixture of any remaining dirt spots not caught during flotation. The leftover product is known as DIP, which is short for deinked pulp.
It is important to note that no chlorine is added at any point of the deinking process to bleach the recycled fibres, meaning that the DIP and subsequently the recycled paper is process chlorine free (PCF). In order to create a bright white recycled paper, like our NAUTILUS® recycled papers, rather than a dull white or grey recycled paper, the wastepaper that is deinked needs to be white paper to begin with. It would not be possible to achieve the same high-quality results with dye coloured paper or printed materials with inks that are unsuitable for deinking, for example.
Producing recycled paper from DIP is identical to producing paper from fresh fibres. You can read more about the recycling process here, but in a nutshell, the deinked pulp is fed into a paper machine, like the one in our Mondi Neusiedler mill in Lower Austria, water is added and it is pressed and dried — and just like that, the paper fibres enter a new life cycle.